拉伸模具结构解析 机械设备的精密构造与功能实现
拉伸模具是金属塑性成形领域中的关键机械设备,广泛应用于汽车、家电、航空航天等行业的薄壁壳形件生产。其结构设计的合理性直接关系到制品的质量、生产效率和模具寿命。本文将对拉伸模具的核心结构进行系统解析,阐述其作为精密机械设备的工作原理与组成部分。
一、 拉伸模具的总体结构与工作原理
拉伸模具是一种将平板毛坯或空心半成品,通过凸模与凹模的相对运动,成形为开口空心零件的冲压模具。其基本工作原理是:在压力机的作用下,安装在压力机滑块上的凸模向下运动,与固定在工作台上的凹模配合,使置于凹模上的平板毛坯在强大的压力下发生塑性变形,被拉入凹模型腔,最终形成与模具型面吻合的制件。整个过程涉及复杂的金属流动、摩擦与成型力变化。
二、 主要结构组件解析
作为一套完整的机械设备,拉伸模具主要由以下几大功能部件构成:
- 工作零件:这是模具的核心执行机构,直接决定制件的形状与精度。
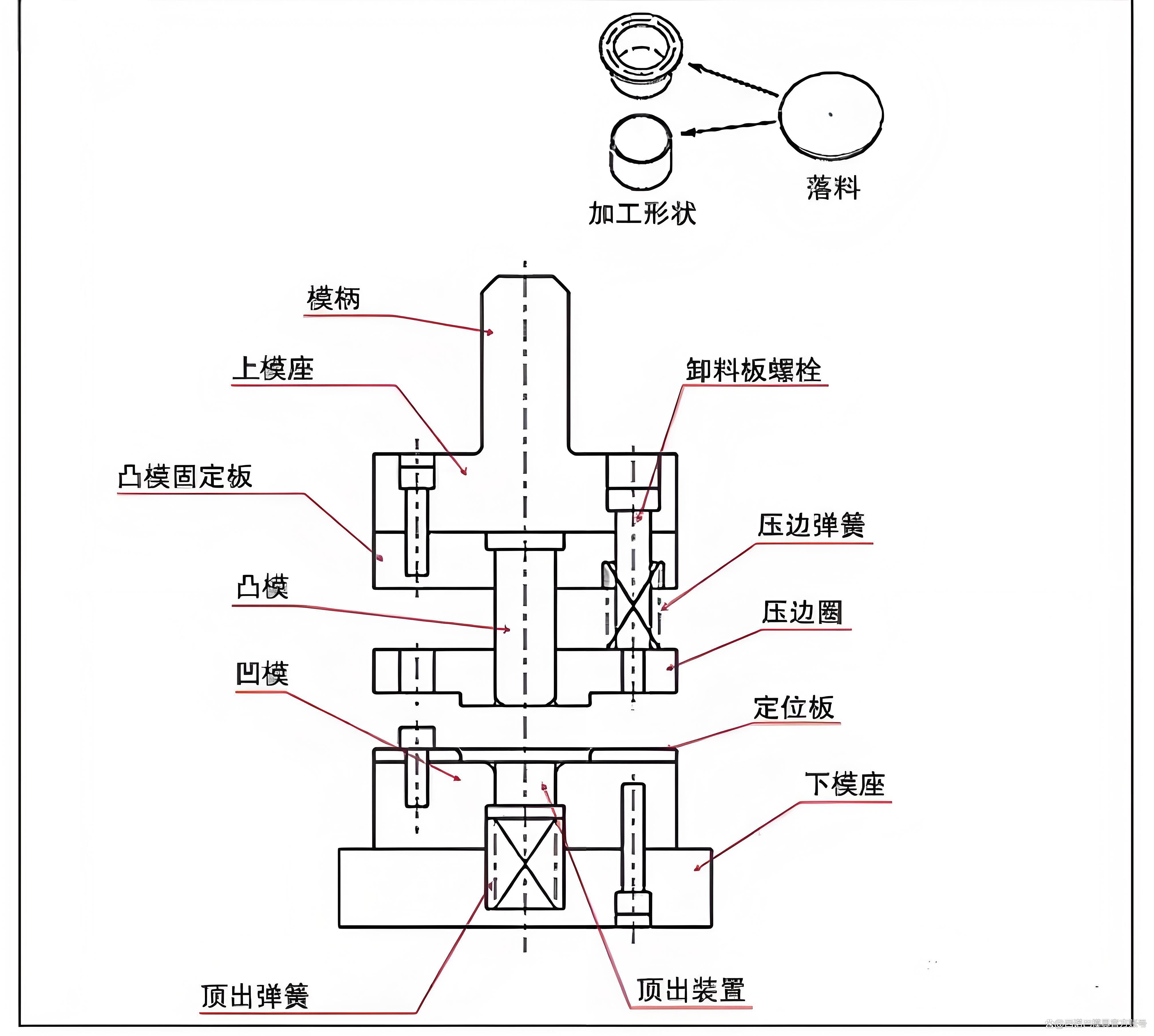
- 凸模(冲头):安装在模柄或上模座上,是施加成型力的主动零件,其工作部分的形状与制件内表面相对应。
- 凹模:固定在下模座上,型腔形状与制件外表面相符,是材料塑性变形的主要约束体。凹模口部的圆角半径至关重要,直接影响材料流入的阻力和拉裂风险。
- 压边圈:在深拉伸工序中尤为关键。它作用于毛坯的边缘,施加足够的压边力,以防止毛坯在径向拉应力的作用下产生起皱缺陷。压边圈通常由弹性元件(如弹簧、橡胶或气垫)提供压力。
- 定位与导向部件:确保运动精确性和重复定位精度。
- 导柱与导套:分别安装在上、下模座,构成精密的滑动导向系统,保证凸模与凹模在合模过程中始终保持正确的相对位置,是模具作为高精度机械设备的标志性结构。
- 挡料销与定位板:用于毛坯在凹模上的初始定位,确保材料在变形前位置准确。
- 支承与固定部件:构成模具的“骨架”,承受并传递工作载荷。
- 上、下模座:模具的基础平台,通常采用铸铁或钢板制成,具有足够的强度和刚度以承受冲压力,并通过模柄或模板与压力机连接。
- 模柄:中小型模具中连接上模座与压力机滑块的部件。
- 凸、凹模固定板:用于精确固定和安装工作零件。
- 卸料与顶出装置:完成制件或废料的分离,实现自动化循环。
- 卸料板:在凸模回程时,将可能箍在凸模上的制件或废料刮下。
- 顶出器(打料装置):通常安装在下模,通过压力机底部的顶杆或模具内置的弹性元件驱动,在开模后将制件从凹模型腔中平稳顶出。
- 紧固件与辅助结构:包括各种螺栓、销钉、弹簧、气路/油路组件等,将各部件连接为可靠的整体,并实现压边、顶出等辅助功能。
三、 典型拉伸模具结构类型
根据工序复杂程度,拉伸模具可分为:
- 单动拉伸模:利用压力机单一动作完成,压边力通常由模具内置的弹性元件提供,结构相对简单,适用于浅拉伸。
- 双动拉伸模:在双动压力机上使用,外滑块驱动压边圈先压紧毛坯,内滑块再驱动凸模进行拉伸,压边力大且稳定,是深拉伸件生产的经典设备配置。
四、 结构设计中的关键机械考量
- 间隙控制:凸模与凹模之间的单边间隙是核心参数。合理的间隙应略大于材料厚度,以保证材料顺利流动而不被过度挤压或拉薄。
- 强度与刚度计算:各承载部件,特别是凸、凹模刃口及模座,需进行严格的力学计算与校核,防止在周期性冲击载荷下发生塑性变形或断裂。
- 材料选择与热处理:工作零件常选用高硬度、高耐磨性的模具钢(如Cr12MoV),并施以淬火、渗氮等热处理工艺,以提升其作为机械设备易损件的耐用性。
- 润滑与排屑设计:需在结构上考虑润滑通道和排气孔,以减少摩擦阻力、改善金属流动并防止制件出现气穴。
结论
拉伸模具绝非简单的钢块组合,而是一套设计精巧、结构严谨的专用机械设备。其结构解析体现了机械设计中对功能实现、精度保证、强度可靠性与操作便利性的综合追求。随着CAE仿真技术和新材料的发展,现代拉伸模具的结构正朝着更加智能化、复合化和高寿命的方向演进,持续推动着制造业生产效率和产品质量的提升。
如若转载,请注明出处:http://www.k36979.com/product/87.html
更新时间:2026-05-27 22:12:09